
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Автоматическая загрузка и разгрузка антиаметочной карки
Когда заготовки мебели загружаются во всех поддонах, из -за воздушной проницаемости материала, степень соответствия между заготовками,
и адгезия клея по краям, манипулятор может вызвать взаимную адгезию при захвате заготовки:
Цель состоит в том, чтобы взять один слой заготовки, но на самом деле она может получить 3-4 слоя.
Это вызовет ряд негативных воздействий и значительно снизит надежность работы оборудования.
Оборудование имеет высокие требования для загрузки пластин: чем дольше размещены пластины, тем плотнее подгонка между пластинами,
И тем проще придерживаться; Чистота пластин и остаточный клей по краям может усугубить взаимную адгезию между пластинами.
Оперативная достоверность оборудования плохая.
Проблемы, вызванные взаимной адгезией между пластинами, требуют отключения и ручного вмешательства, и эта ситуация возникает часто.
Существует высокий риск безопасности: частые отклонения требуют, чтобы персонал входил и выходил из рабочей зоны манипулятора, что представляет большой риск безопасности.
Цикл захвата всасывающей чашки не является фиксированным: высота стола для выпуска тарелок фиксируется, но при захвате,
Пластины снимают слой за слоем из каждого поддона, и высота постепенно уменьшается, что постоянно меняется.
Следовательно, необходимо исследовать и разработать новый тип связанного оборудования для автоматизации кормления, чтобы точно кормить пластины для просверления в ответ на вышеуказанные проблемы.
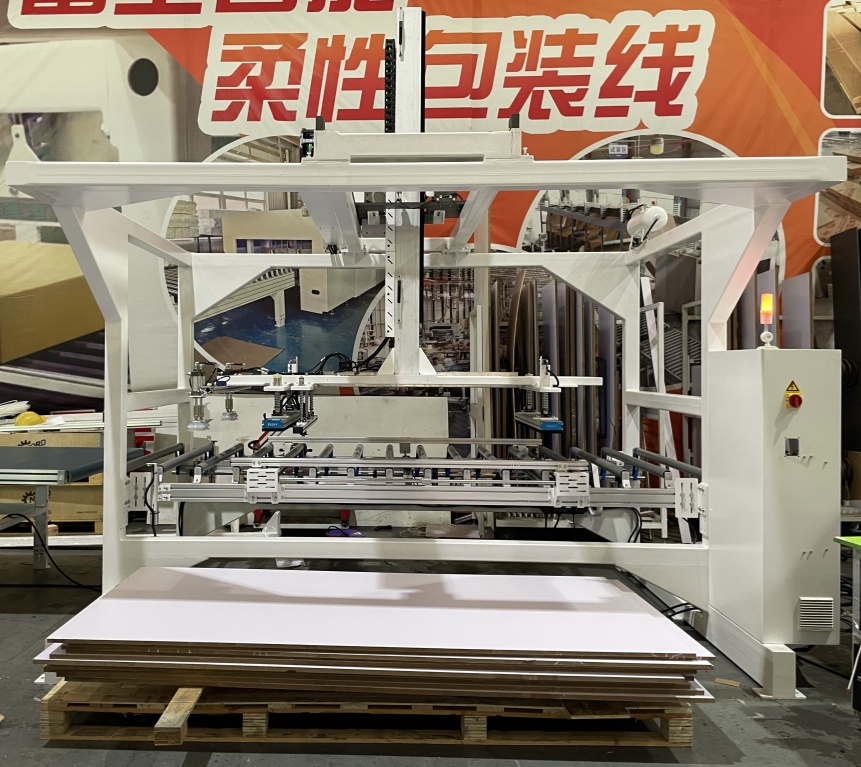

Рабочий процесс автоматической нагрузки и разгрузки с антиапрессой.
1. Загрузка подготовки: Рабочие помещают целые поддоны для обработанных древесных панелей на стойку для кормления оборудования. Подъемная платформа автоматически регулируется на начальную высоту захвата.
2. Упозиция и захват. Манипулятор GANTER приводит к тому, что механизм захвата движется прямо над панелями. Промышленная камера обнаруживает положение панелей;
Всасывающие чашки спускаются, чтобы связаться с поверхностью панели, а модуль антиадгезии активируется одновременно.
3. Обнаружение антианти-адгезии: датчик натяжения обнаруживает нагрузку. После подтверждения того, что только один слой панели захвачен, четыре маленьких всасывающих чашки в форме диска прикрепляются к одному концу панели
и сильно встряхните вверх и вниз в течение нескольких секунд, чтобы гарантировать, что любые дополнительные прилипшие панели стягивают. Затем манипулятор перемещается вдоль направляющей рельсы к порту кормления обработанного оборудования.
4. Поместите разгрузку: как только панель будет доставлена в назначенное положение оборудования для обработки, всасывающие чашки высвобождают вакуум, чтобы завершить процесс загрузки. В то же время,
Еще один набор механизмов захвата синхронно вынимает обработанную панель из оборудования и передает ее на линию разгрузки конвейера.
5. КИКЛИЧЕСКАЯ РАБОТА: подъемная платформа для кормления постепенно поднимается, когда захват продолжается, чтобы сохранить стабильную высоту захвата. Когда все панели на поддоне обрабатываются,
Оборудование выпускает приглашение на изменение материала.

