
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Главная
>
Товары > Серия интеллектуальных упаковочных линий > Автоматическая машина для закрытия коробок
Товары
- Серия роликовых конвейеров без двигателя
- Серия гидравлических подъемных столов ножничного типа
- Интеллектуальная фабрика по производству мебели серии
- Серия интеллектуальных упаковочных линий
- Серия приводных ленточных конвейеров
- Интеллектуальная фабрика мебельной производственной линии серии Single Machine
- Серия роликов
- Дверное решение
- Автоматическая машина для очистки пластин





Автоматическая машина для закрытия коробок
Как профессиональный производитель, мы хотели бы предоставить вам автоматическую машину для закрывания коробок S2928 Max. Линейный механизм запайщика коробок управляется прецизионными линейными направляющими, что обеспечивает высокую надежность и долговечность;
Отправить запрос
Описание продукта
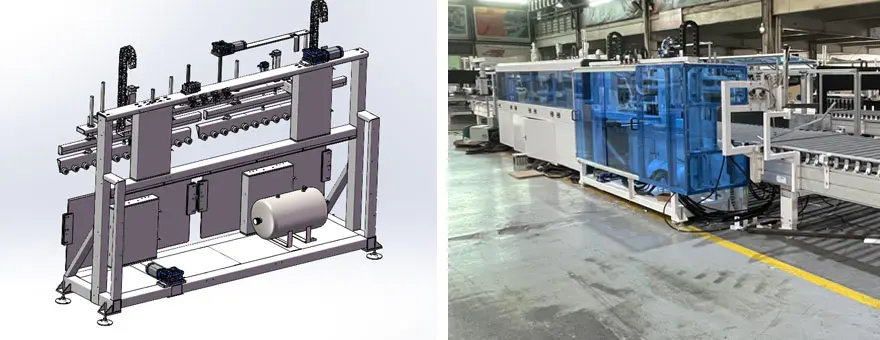
Изображение машины

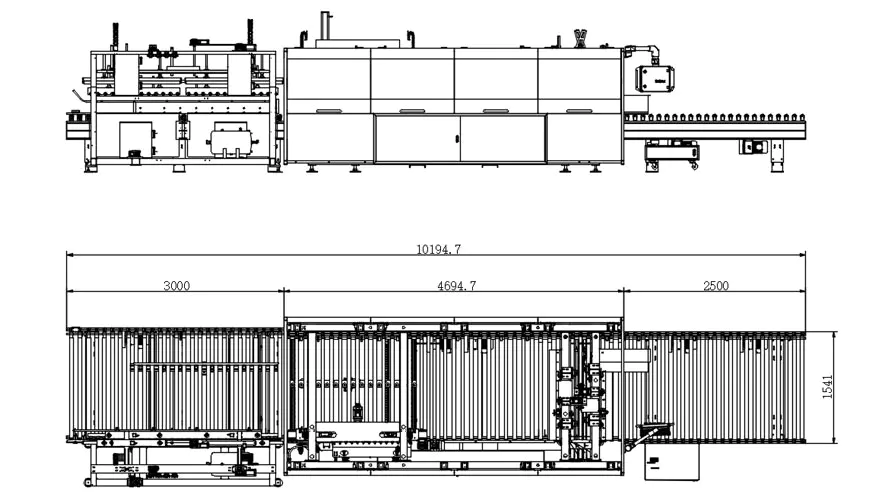
Технические характеристики машины
| Размеры Д*Ш*В(мм) | Собственный вес машины (кг) | Источник питания (кВт) | Транспортировка груза (кг) | Рабочая высота (мм) |
| 10200*2200*2260 | Около 3200 кг | 10.9 | 50 | 800±50 |
Параметры обработки
| Длина обработки коробки (мм) | Ширина обработки коробки (мм) | Высота обработки коробки (мм) | Эффективность уплотнения (циклов/мин) | Толщина гофрированной бумаги (мм) |
| 300-2900 | 200-1200 | (Толщина деревянной панели 18) 20-280 | 4-8 | 2,5-6 |
Особенности продукта
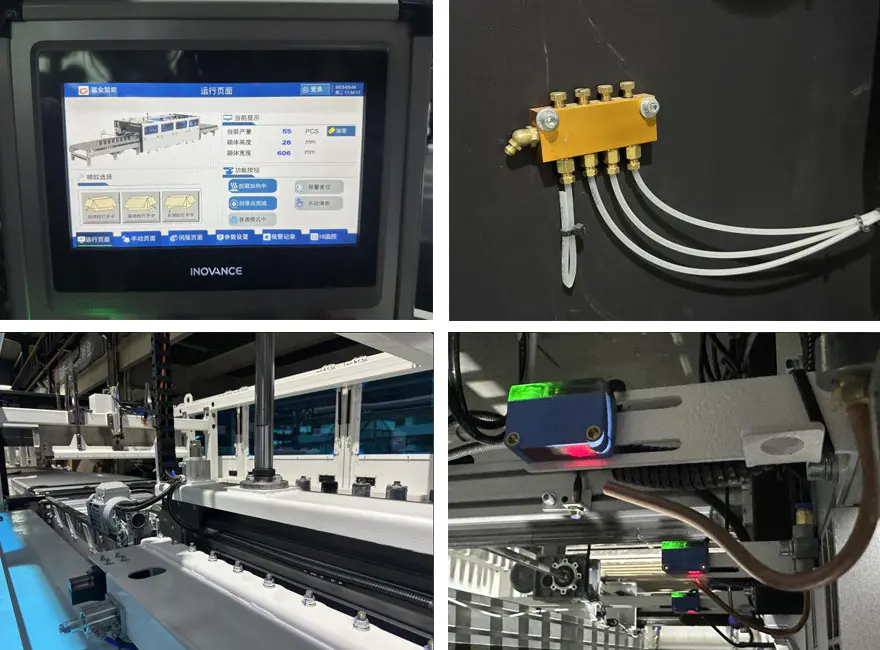
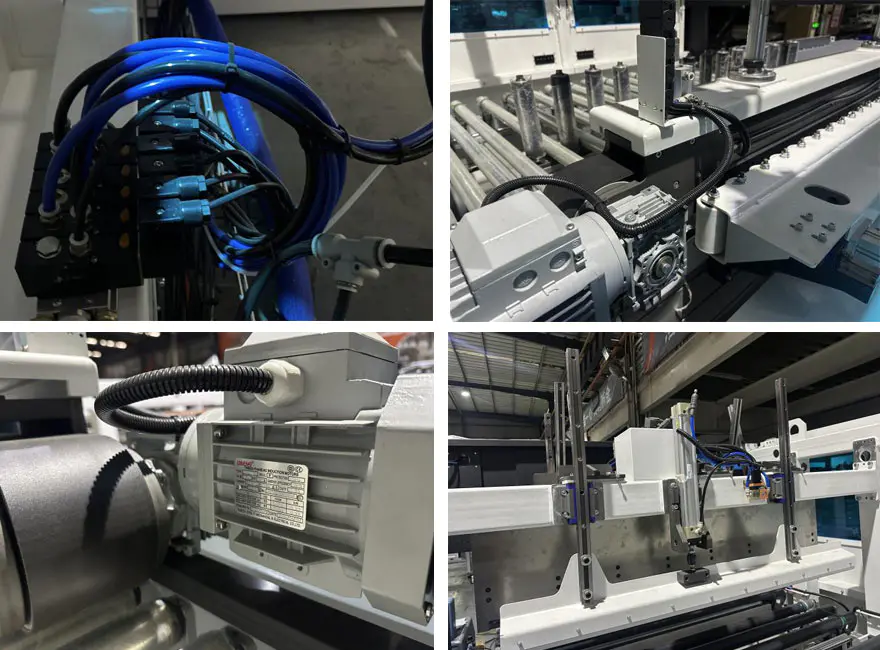
1. Основные компоненты: быстросохнущая машина для нанесения клея-расплава Eva; серводвигатель; планетарный редуктор; лазерный дальномер; синхронный ремень; опорный опорный подшипник; двигатель переменной частоты; червячный редуктор;
2. В конвейерных роликах используются импортные резиновые втулки из ПВХ, которые являются гибкими и долговечными;
3.Линейный механизм запайщика коробок управляется прецизионными линейными направляющими, что обеспечивает высокую надежность и долговечность;
4. Питание зажимов и клеевых пистолетов обеспечивается высокоточными серводвигателями, которые легко контролировать и повышают точность оборудования;
5.Машину можно использовать как отдельное устройство или интегрировать с индивидуальной домашней упаковочной линией, предлагая универсальные и гибкие варианты использования.
Функция
1. Использование
A. Эта автоматическая машина для запечатывания коробок используется для запечатывания высококачественных упаковочных коробок для мебели.
B. Данное оборудование используется для запечатывания картонных коробок моделей M/A-0410 и M/A-0419.
C. Сначала проклеивается дно коробки, затем внутрь помещаются упаковываемые предметы и набивочные материалы, после чего производится машинная запечатка.
2. Общий принцип работы
Все оборудование разделено на пять секций: секция измерительной машины, секция подающей буферной машины, секция туннельного запечатывающего устройства, секция переходной машины и секция толкающего запечатывающего устройства.
А. Во время работы упакованные картонные коробки с заполненными внутри предметами поступают из секции измерительной машины по опорной кромке. Датчик ширины на входе приблизительно измеряет ширину коробки. Когда коробка достигает конца секции измерительной машины, она останавливается перегородочным устройством. Затем активное зажимное устройство точно измеряет ширину коробки, а пластинчатое устройство высокого давления точно измеряет высоту коробки. После этого коробка перемещается из секции измерительной машины через секцию подающей буферной машины к входу в секцию туннельного запайщика.
B. Когда коробка попадает в секцию туннельного запечатывания, клеевой пистолет на входе наносит термоплавкий клей по всей длине коробки. Затем он проходит через запечатывающий канал, который состоит из узла складного стержня, прижимного механизма, механизма бокового ремня и механизма ремня противовеса, завершая запечатывание длинной стороны.
C. Коробка с запечатанной длинной стороной перемещается в секцию переходной машины и останавливается передним перегородочным устройством на входе в секцию толкателя-запечатчика. Затем первая короткая сторона склеивается и герметизируется с помощью распылительного устройства, устройства передней прижимной пластины и устройства передней запечатывающей пластины. После запечатывания первой короткой стороны коробка попадает в секцию толкателя и движется назад, где ее останавливает задняя перегородка. Затем вторая короткая сторона приклеивается и герметизируется с помощью распылительного устройства, устройства задней прижимной пластины и устройства задней уплотнительной пластины. На этом этапе весь процесс запечатывания коробки завершен, и она выкатывается из секции толкателя-запечатчика.
D. Этот метод запечатывания коробок, учитывающий ширину коробки, позволяет эффективно запечатывать коробки разных размеров в процессе подачи без необходимости ввода размеров коробок.
E.Для пакетной запайки картонных коробок одинаковых размеров оборудование может переключаться в пакетный режим. После измерения ширины первой коробки и применения этого значения ко всей серии секция туннельного запечатывания регулирует размер канала и поддерживает его неизменным, тем самым повышая эффективность запечатывания. Максимальная скорость может достигать до 8 упаковок в минуту.
Функциональная структура
| Нет. | Элемент | Особенность |
| 1 | Питатель передней секции | Достичь функции подачи пакетов, быстро, точно и эффективно доставляя пакеты в назначенные места. Основная балка изготовлена из углеродистой стали и покрыта пластиком. Чтобы гарантировать точное выравнивание упаковок, используется фиксированный механизм направления и выравнивания, который направляет упаковки в нужное положение. |
| 2 | Устройство измерения высоты | Алюминиевые пресс-блоки используются для измерения высоты упаковок с помощью электронных датчиков весов и пневматических цилиндров, а затем данные передаются обратно. |
| 3 | Крышка | Общая конструкция, повышающая эстетическую привлекательность оборудования и обеспечивающая определенную степень защиты, в основном состоит из гнутых пластин углеродистой стали, покрытых пластиком. Он дополнительно дополнен специальными алюминиевыми профилями и акриловыми панелями королевского синего цвета. |
| 4 | Стойка | Корпус машины изготавливается путем сварки прямоугольных труб и стальных пластин с последующей прецизионной механической обработкой. Это обеспечивает высокую точность сборки и точность работы, гарантируя длительный срок службы и хорошую стабильность оборудования. |
| 5 | Устройство сальника | Эффективно удерживает верхнюю крышку коробки, подготавливая ее к последующему процессу запечатывания. |
| 6 | Фронт и Задние перегородки | Обеспечивает позиционирование упаковки. Линейные подшипники в сочетании с хромированными валами обеспечивают линейное направление. Многоступенчатые пневматические цилиндры управляются раздельно и в сочетании с системой склеивания обеспечивают двухступенчатую регулировку высоты. Это обеспечивает не только качество процесса склеивания, но и эффективно удерживает упаковку в определенном положении для точного позиционирования. |
| 7 | Устройство измерения ширины | В горизонтальной силовой системе используются высокоточные двигатели в сочетании с редукторами, что обеспечивает стабильность системы трансмиссии. Он в первую очередь отвечает за складывание верхних клапанов коробки для завершения запечатывания. В механизме используются линейные направляющие для направления линейного движения, а мощность обеспечивается пневматическими цилиндрами и несколькими клапанами регулирования скорости, регулирующими воздушный контур для достижения быстрой и стабильной работы. |
| 8 | Механические детали двухцилиндровой толкающей пластины | Он в первую очередь отвечает за складывание верхних клапанов коробки для завершения запечатывания. В механизме используются линейные направляющие для направления линейного движения, которые приводятся в действие пневматическими цилиндрами и регулируются несколькими клапанами регулирования скорости в воздушном контуре для достижения быстрой и стабильной работы. |
| 9 | Сальниковый механизм | В основном он отвечает за фиксацию верхней крышки коробки, чтобы предотвратить перемещение упаковки. В механизме используются линейные направляющие для направления линейного движения, а эксцентриковая конструкция пневмоцилиндра обеспечивает лучшую стабилизацию упаковки. |
| 10 | Нанесение клея на короткие края система | Направляющая отвечает за линейное направление всего механизма вперед и назад. Высокоточный серводвигатель обеспечивает стабильный источник питания, а использование планетарного редуктора известной отечественной марки дополнительно обеспечивает надежную долговременную выходную мощность. Линейная направляющая установлена в перевернутом положении, чтобы предотвратить попадание на нее клея, обеспечивая чистое и стабильное ведение. |
| 11 | Машина с задней разгрузкой | Для выполнения функции разгрузки упаковки используется двухступенчатая система питания, обеспечивающая быструю, точную и эффективную доставку упаковки. Основная балка изготовлена из углеродистой стали и покрыта пластиком. |
| 12 | Система клеевой машины | Машина для нанесения быстросохнущего клея-расплава Eva может обеспечить как непрерывное, так и периодическое распыление клея. Он полностью функционален, прост в настройке и удобен в эксплуатации. |
| 13 | Механизм прижима вниз | Серводвигатель приводит в движение редуктор, вращая руль высоты, обеспечивая точное вертикальное позиционирование. Пневматические цилиндры используются для уменьшения веса и уплотнения упаковки, обеспечивая стабильное и плавное движение вперед. |
| 14 | Группа бокового давления | Пневматические цилиндры и линейные направляющие перемещаются внутрь и наружу, определяя положение и прижимая картон. Материал тефлон предотвращает прилипание клея, обеспечивая лучшее сжатие картона. |
| 15 | Боковая опора в сборе | Серводвигатель приводит в движение редуктор, вращая шестерни, а линейные направляющие обеспечивают передачу, обеспечивая точное боковое позиционирование. В секции бокового выравнивания используются тефлоновые ролики, обеспечивающие постоянную скорость. |
| 16 | Уплотнительная часть средней секции | В роликовой передаче средней секции используется двухступенчатая система питания, которая повышает эффективность подачи пакетов и сокращает расстояние позиций ожидания. |
| 17 | Подача предварительно складывающейся конструкции | Подача предварительно складывающейся конструкции с подъемной фиксированной опорой с использованием точного управления подъемом приводного винта редуктора с сервоприводом; верхняя крышка и нижнее давление с помощью приводного винта редуктора с приводом от серводвигателя точно контролируют положение подъема, чтобы достичь положения высоты коробки; ролик складывания края с помощью приводного винта редуктора с серводвигателем, управление подъемным цилиндром, ролик складывания края, более низкое давление для достижения бумажной оболочки, бумажная оболочка длинного края для предварительного предварительного складывания края, так что запечатывающая коробка становится более гладкой; |
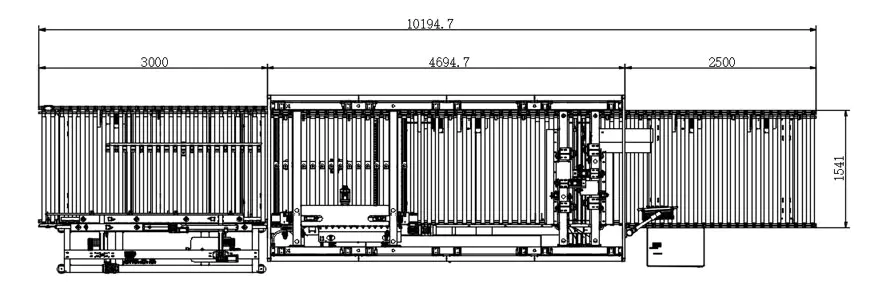
Чертежи в трех проекциях
Принципиальная схема режима производственного процесса
Детальные изображения
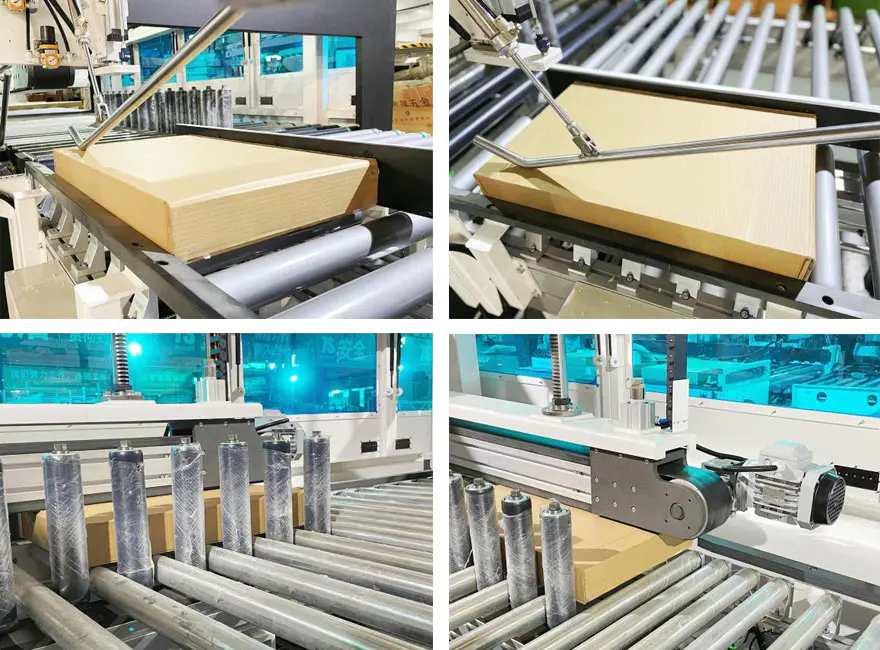



Предварительно складывающаяся конструкция
Список изнашиваемых деталей и расходных материалов
| Нет. | Элемент | Технические характеристики | Рекомендуемое количество | номер U8 |
| 1 | Ролик из ПТЭЭ | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | Двусторонняя шпилька М16. | BZ-FXJ-G-015 | 2 |
|
| 3 | Тефлоновое прижимное колесо |
|
4 |
|
| 4 | Прижимной ремень (тип с двумя направляющими) | 95-L3990 (Толщина3) | 1 |
|
| 5 | Ремень бокового выравнивания (тип с тройными направляющими) | 195-L3742 (Толщина3) | 1 |
|
| 6 | Ленточный эластичный пояс | 392*20*1,5 | 15 |
|
| 7 | Редукционный клапан давления | ГР20008Ф1 | 1 |
|
| 8 | Впускной дроссельный клапан | ПСЛ8-02А | 1 |
|
| 9 | Плавающее соединение | Ф-М16Х125Ф | 4 |
|
| 10 | Цилиндр | САИ 50X350S | 1 |
|
| 11 | Цилиндр | САИ50x300S | 1 |
|
| 12 | Слайдер | HGW30CC | 1 |
|
| 13 | Монтажный кронштейн линейного подшипника | LHBBW20 | 1 |
|
| 14 | Зубчатый ремень со стальным сердечником | С8М-3984-25(Открытый) | 1 |
|
| 15 | Слайдер | HGH25CA | 1 |
|
| 16 | Бесшовный синхронный ремень со стальным сердечником | 30-С8М-800 | 1 |
|
| 17 | Бесшовный синхронный ремень со стальным сердечником | 30-С8М-872 | 1 |
|
| 18 | Магнитный переключатель | НХ-31Р-2М | 2 |
|
| 19 | Электромагнитный клапан | 4В210-08Б | 3 |
|
| 20 | Резиновый амортизатор | SE-15 (синий) | 3 |
|
| 21 | Вставное реле | RXM4LB2BD | 1 |
|
| 22 | Релейная база | RXZE1M4C | 1 |
|
| 23 | Реле | RXT-F01 | 3 |
|
| 24 | Бесконтактный переключатель | ИМЭ08-02БПОЗТ0С | 1 |
|
| Нет. | Элемент | Технические характеристики | Рекомендуемое количество | номер U8 |
| 1 | Сетка фильтра основного блока | 133272 | 1 |
|
| 2 | Прокладка горловины | 127028 | 6 |
|
| 3 | Сетка фильтра краскопульта | 126150 | 3 |
|
| 4 | Модуль сопла AX | 167400 | 6 |
|
| 5 | Электромагнитный клапан 24 В | 150236 | 6 |
|
| 6 | Прокладка сопла | 100368 | 12 |
|
| 7 | Прокладка стального кабелепровода | 107332 | 6 |
|
| 8 | Прямоугольное сопло 0,5 мм. | 130897 | 4 |
|
| 9 | Иголка | 500661 | 1 |
|
| 10 | Ремкомплект поршневого насоса | 112757 | 1 |
|
| 11 | Ремкомплект форсунок AX | 167414 | 6 |
|
| 12 | Комплект обратного клапана | 163008 | 1 |
|
Горячие Теги: Автоматическая машина для закрытия коробок
Связанная категория
Серия роликовых конвейеров без двигателя
Серия гидравлических подъемных столов ножничного типа
Интеллектуальная фабрика по производству мебели серии
Серия интеллектуальных упаковочных линий
Серия приводных ленточных конвейеров
Интеллектуальная фабрика мебельной производственной линии серии Single Machine
Серия роликов
Дверное решение
Автоматическая машина для очистки пластин
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.
сопутствующие товары







